Our Facility
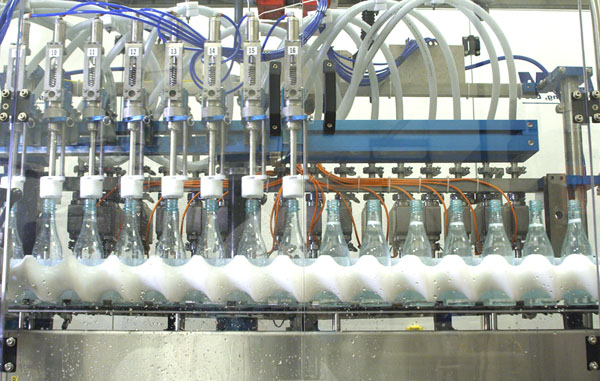
Our state-of-the-art, 240,000-square-foot facility is fully automated and ready to handle your canning and bottling needs.
Our state-of-the-art, 240,000-square-foot facility is fully automated and ready to handle your canning and bottling needs. We specialize in manufacturing nationally recognized brands and private-label beverages.

Capacity
Safety, Security, and Storage

Up-to-date Equipment and Processes
Special Requests